
Utilisation de systèmes de brumisation pour l'humidification des locaux pendant la maturation des fromages et des pâtes

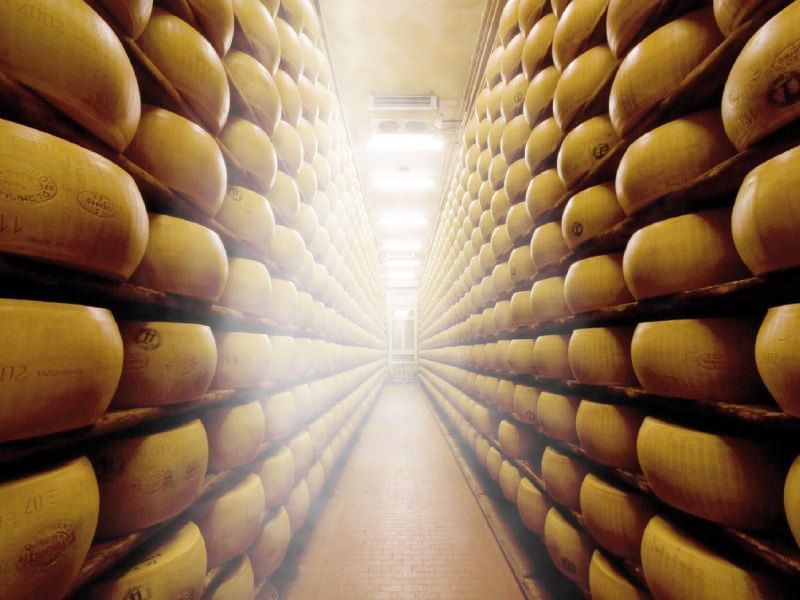
Une fois le fromage préparé, il aura une durée d'affinage de quelques mois à plusieurs années. Pendant toute cette période, le taux d'humidité doit être maintenu conformément à la réglementation en vigueur pour l'affinage des fromages. En règle générale, même si la pièce est équipée d'un refroidisseur d'air ou d'une machine frigorifique, le système d'humidification de la salle d'affinage des fromages n'est pas inclus. Seul un système d'humidification spécialisé pour le stockage du fromage peut fournir les paramètres d'humidité nécessaires.
La fermentation finale de la pâte est une opération technologique importante dont dépend la qualité des produits de boulangerie. Au cours du processus de division, d'arrondissement et de façonnage, la structure poreuse de la pâte est détruite et le dioxyde de carbone est presque entièrement éliminé. Si les pièces formées sont cuites immédiatement, le produit aura une croûte déchirée, un faible volume, une mie dense et d'autres défauts.
Pour détendre la pâte et lui donner la forme et le volume requis, la pâte (de blé et de seigle) est soumise à une fermentation finale dans des armoires de fermentation spéciales ou des salles adaptées avant d'être mise au four. Le point le plus important est de créer et de maintenir un certain niveau d'humidité et de température aux différentes étapes de la production boulangère.

Effets négatifs des perturbations de l'humidité dans les chambres d'affinage des fromages et les chambres de fermentation de la pâte
Dans les salles de maturation des fromages, une certaine humidité relative (HR) doit être maintenue pour contrôler le processus de séchage, dont le niveau dépend de la densité (pâte molle, pâte semi-dure, pâte dure) du produit. Dans le cas contraire, l'activité enzymatique sera réduite.
L'humidité pour l'affinage des fromages à pâte demi-dure et dure est de 80-90%. L'objectif est d'obtenir une croûte ferme et d'éviter le développement de moisissures à la surface du fromage. Un air insuffisamment humidifié entraîne des fissures dans la croûte, un séchage excessif de la pâte et une perturbation du processus d'affinage. Après l'application de la couche de protection en latex ou en paraffine, l'humidité de l'entrepôt doit être réduite à 75-85%.
Les fromages à pâte molle à moisissures "nobles", qui contiennent des bactéries de surface, ont besoin d'une humidité d'au moins 90-97% (le développement correct des moisissures n'est possible que dans un environnement très humide). Si l'humidité relative de l'air est insuffisante, la formation de moisissures est entravée et le fromage s'altère.

Lorsque le pâton entre dans l'armoire de fermentation et que sa température est inférieure à la température du point de rosée du milieu vapeur-air, il se produit une condensation assez forte de l'humidité à la surface du pâton. Cela entraîne une augmentation accélérée de la température du pâton. La condensation de l'humidité empêche l'altération et la fissuration de la surface au fur et à mesure que le pâton augmente de volume et accroît la capacité de rétention des gaz de la pâte.

La température et l'humidité relative de l'air dans les chambres d'étuvage influencent la durée de l'étuvage de la pâte : ce processus est plus rapide lorsque l'humidité relative est élevée. Par exemple, lorsque la température passe de 30 à 45°C et que l'humidité relative est comprise entre 80 et 85%, le temps de fermentation est réduit de 25 à 30%. Toutefois, l'humidité relative ne doit pas être maintenue au-dessus de 85 %, car la pâte collerait alors aux poches du berceau ou aux planches d'étuvage. Les meilleures conditions pour l'étuvage final sont une température de l'air de 35-40 °C et une humidité relative de 75-85 %. En fonction de ces conditions, le temps d'étuvage varie de 20 à 120 minutes.
Si l'humidité relative est inférieure à ces limites, la pâte se dessèche, s'altère et se fissure en surface, ce qui perturbe le processus de levage.

Garantir les paramètres d'humidité requis dans l'air des chambres d'affinage peut se faire de manière traditionnelle - par un renouvellement de l'air à un rythme de 3 à 5 fois par jour à l'aide d'un système de conditionnement d'air. Toutefois, les fromageries modernes utilisent de plus en plus souvent des systèmes d'humidification dotés de systèmes de contrôle automatisés et d'hygromètres électroniques. Ces systèmes sont capables de s'autoréguler en fonction des variations des paramètres du microclimat.
Dans les grandes fromageries, un système de brumisation (de type adiabatique) fonctionnant avec des buses à haute pression est optimal. En pulvérisant un aérosol d'eau, ces systèmes fournissent un rendement plus élevé (par rapport aux systèmes isothermes) et ne sont pas sujets à la formation de tartre. En positionnant les lignes de buses sous le plafond, le long des allées entre les rayonnages, l'uniformité maximale de l'humidification est assurée. L'humidité relative est contrôlée avec précision par des régulateurs et des hygromètres.
Avantages des systèmes de brumisation à haute pression pour le stockage et l'affinage des fromages et la fermentation des pâtes
-La taille des gouttelettes d'eau ne dépasse pas 5 à 10 µm ;
-Système de buse anti-goutte pour éviter la formation de flaques et le mouillage des fromages et des pâtes ;
-Faible consommation d'énergie ;
-Possibilité de nettoyage en profondeur et de stérilisation par UV de l'eau avant qu'elle ne soit acheminée vers la pompe à haute pression ;
-Choix du matériau de la conduite : tube en nylon économique ou tube en acier inoxydable facile à nettoyer et hygiénique ;
-Une seule pompe peut desservir plusieurs chambres ;
-Contrôle électronique précis de l'humidité ;
-Installation et entretien faciles du système de brumisation
Le système de brumisation se compose de buses connectées en série à un tube en polyamide. L'une des extrémités du tube est reliée à une pompe qui alimente le système en eau à une pression élevée de 70 à 100 bars. Lorsque l'eau passe à travers les buses, elle se décompose en gouttelettes microscopiques d'une taille de 5 à 10 microns.
Ainsi, la stérilité est maintenue dans les fromageries et les boulangeries et des niveaux précis d'humidité relative sont automatiquement maintenus.
Le système de brumisation à haute pression comprend :
-Pompe à haute pression ;
-Système de tuyaux à haute pression ;
-Buses fines ;
-Raccords ;
-Filtres à eau sur la ligne d'alimentation en eau ;
-Unité de commande du système de nébulisation ;
-Vannes à bille haute pression ;
-Vanne de drainage ;
-Colliers de fixation et autres accessoires en fonction du projet.
Les systèmes de brouillard d'humidité sont très demandés dans les chambres d'affinage des fromages et les fours de fermentation de la pâte. Ils accélèrent le processus de maturation et améliorent le stockage du pain et du fromage.
Leave a Comment